
Steve has been around the calibration industry his whole life. His father, Mark Toll, founded Fox Valley Metrology in 1996, when Steve was only 6 years old. Steven went on to graduate from Milwaukee School of Engineering, one of the most challenging and accolated technical universities in the country. This lifelong immersion in the industry has led him to become the Vice President of Sales for Fox Valley Metrology since 2014.
Thread Inspection 101 Part IV - Thread Designations (Metric)

This is Part IV of our Thread Inspection 101 Series.
In Part I, we discussed the basics of thread measurement and dove into what thread gages are. In Part II, we discussed the basics of thread form. In Part III, we discussed the intricacies of the Imperial thread designation system.
If you have been following along with our Thread Inspection 101 Series, you now have a solid grasp on the thread designation system primarily used here in the US. However, no full understanding of threads is complete without a deep dive into the metric designation system.
This is what we will cover today.
Metric Thread Designations
As for our friends across the pond (well, really everywhere except here in the US) we switch over to the metric system for our thread designations.
Below is a breakdown of this designation system and its components:
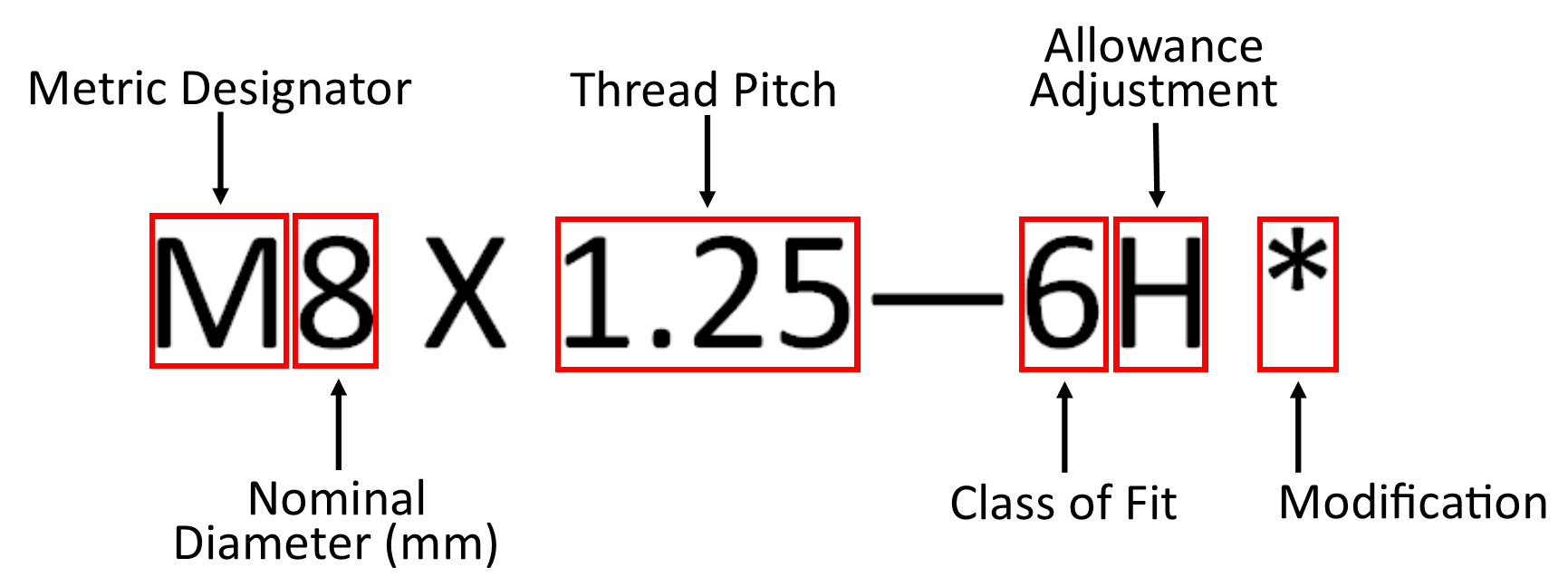
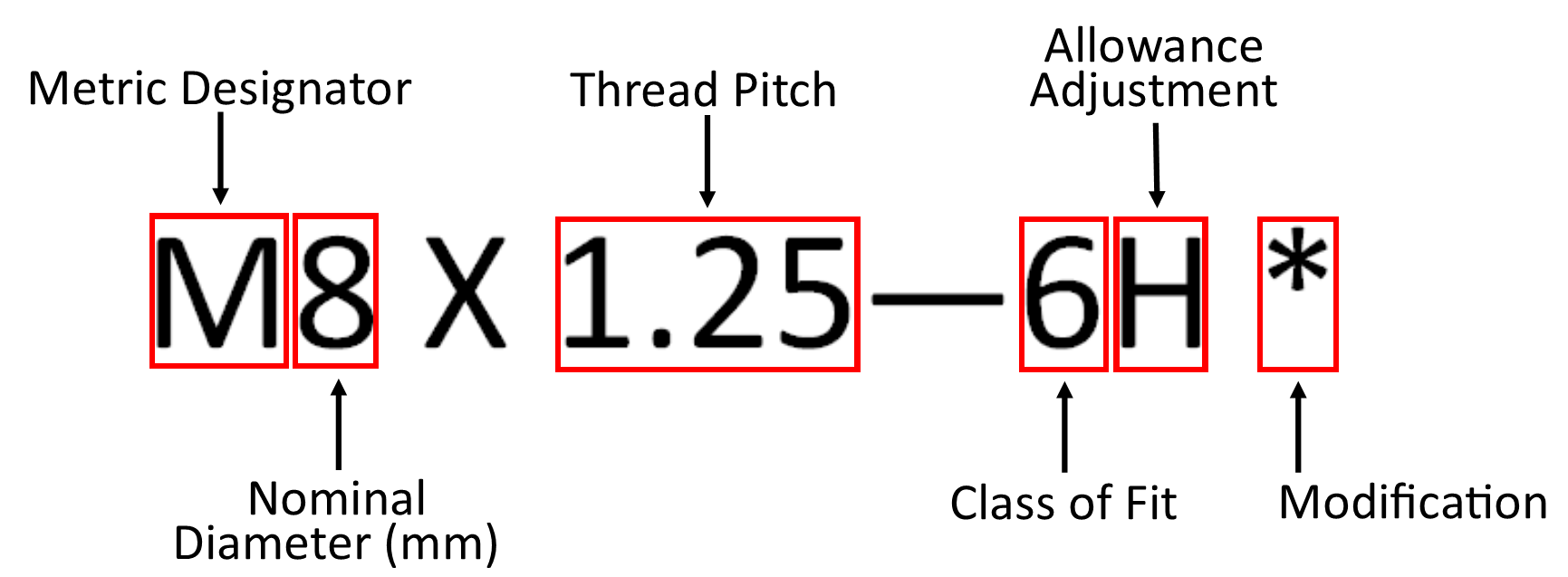
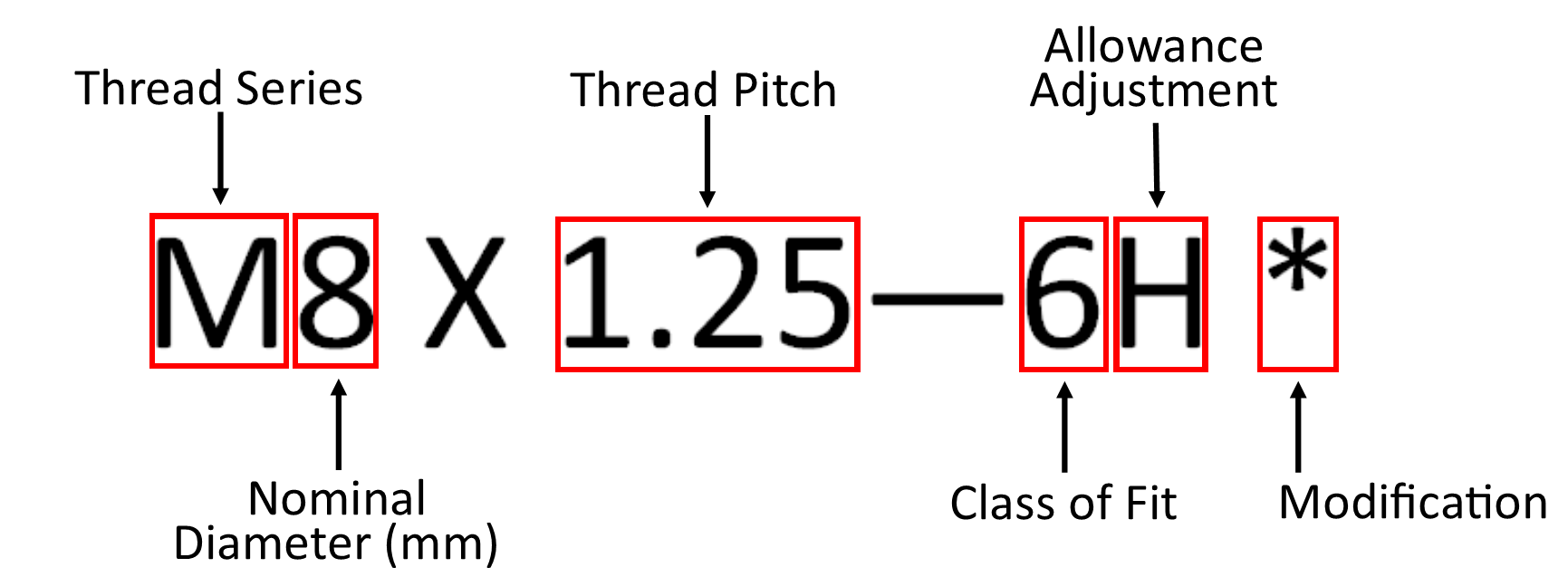
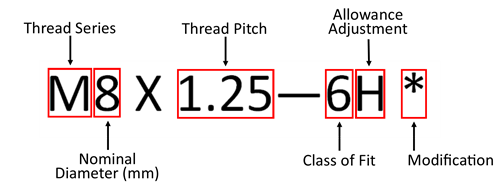
Thread Series
This is the designator specifying that it is a part of the Metric series, much like the "UN" in the inch system. This will always be start with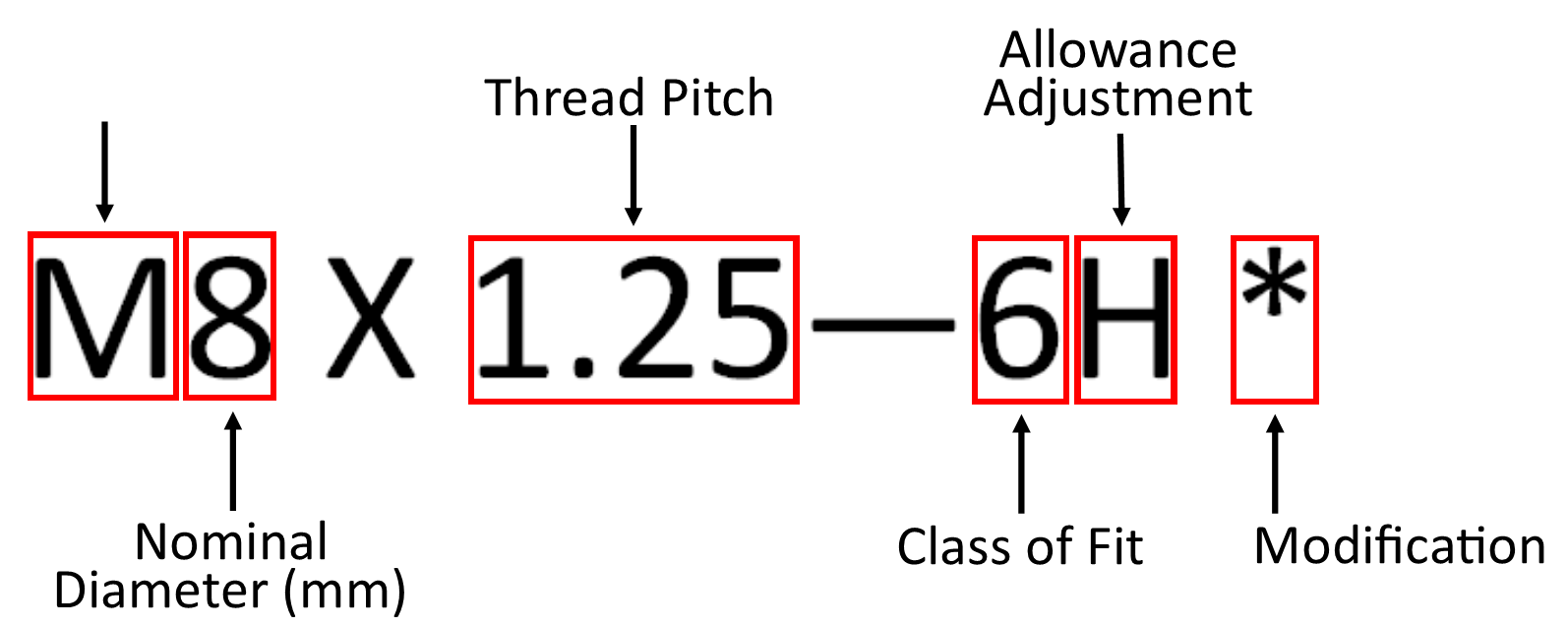 an "M".
an "M".
As with the Unified Thread System, additional modifiers can be added here to tweak how the thread is machined. Some common examples are:
- M - Basic thread profile as specified in ISO 68
- MJ - MJ profile with round root on external threads and thread ring gage
- MJS - MJ profile special series on external threads and thread ring gage
Nominal Diameter
Much like in the inch system, the nominal diameter is the theoretical diameter from which the design size limits are derived by the application of tolerances and allowances. The primary difference here is this diameter is given in mm, not inches.
Thread Pitch
The first major variance in the designation system comes in the form of the thread pitch designation. While this still calls out the thread spacing, it does so in the opposite fashion of the Imperial system.
In the Metric designation system we define this by pitch, the inverse of threads per inch, as is given in the Imperial designation system. This pitch is also given in mm.
Class of Fit
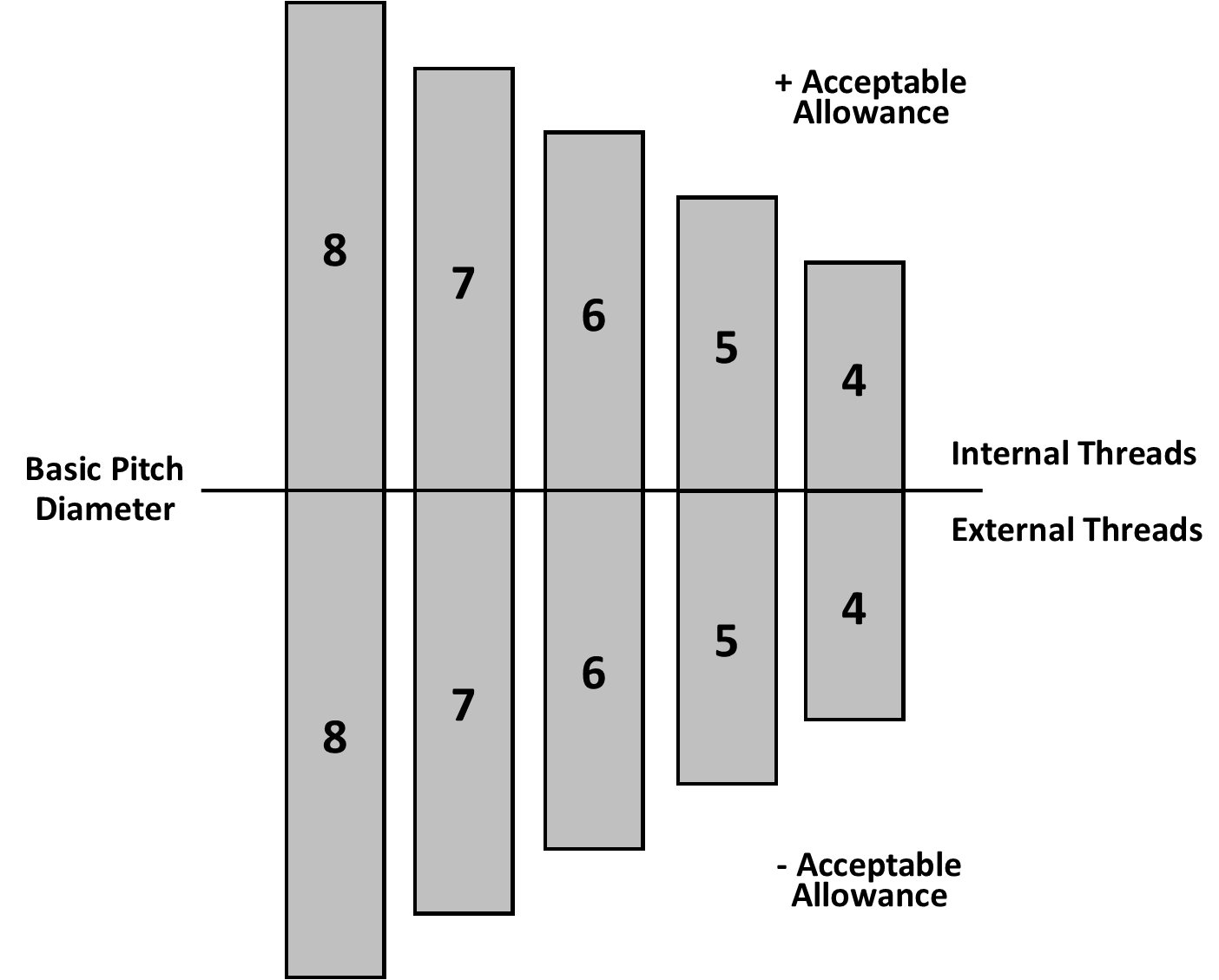
Much like the numeric classes of fit used in the inch system, this number denotes the acceptable tolerance class of a metric thread specification. There are 5 common classes, in order for most precise to most loose, with class 6 being the general use designation:
- 4 - Very accurate applications. Available for both internal and external threads.
- 5 - Mostly accurate applications. Available for external threads only.
- 6 - Most common class of fit. Used for general use. Available for both internal and external threads.
- 7 - Mostly loose applications. Available for external threads only.
- 8 - Very loose applications. Available for both internal and external threads.
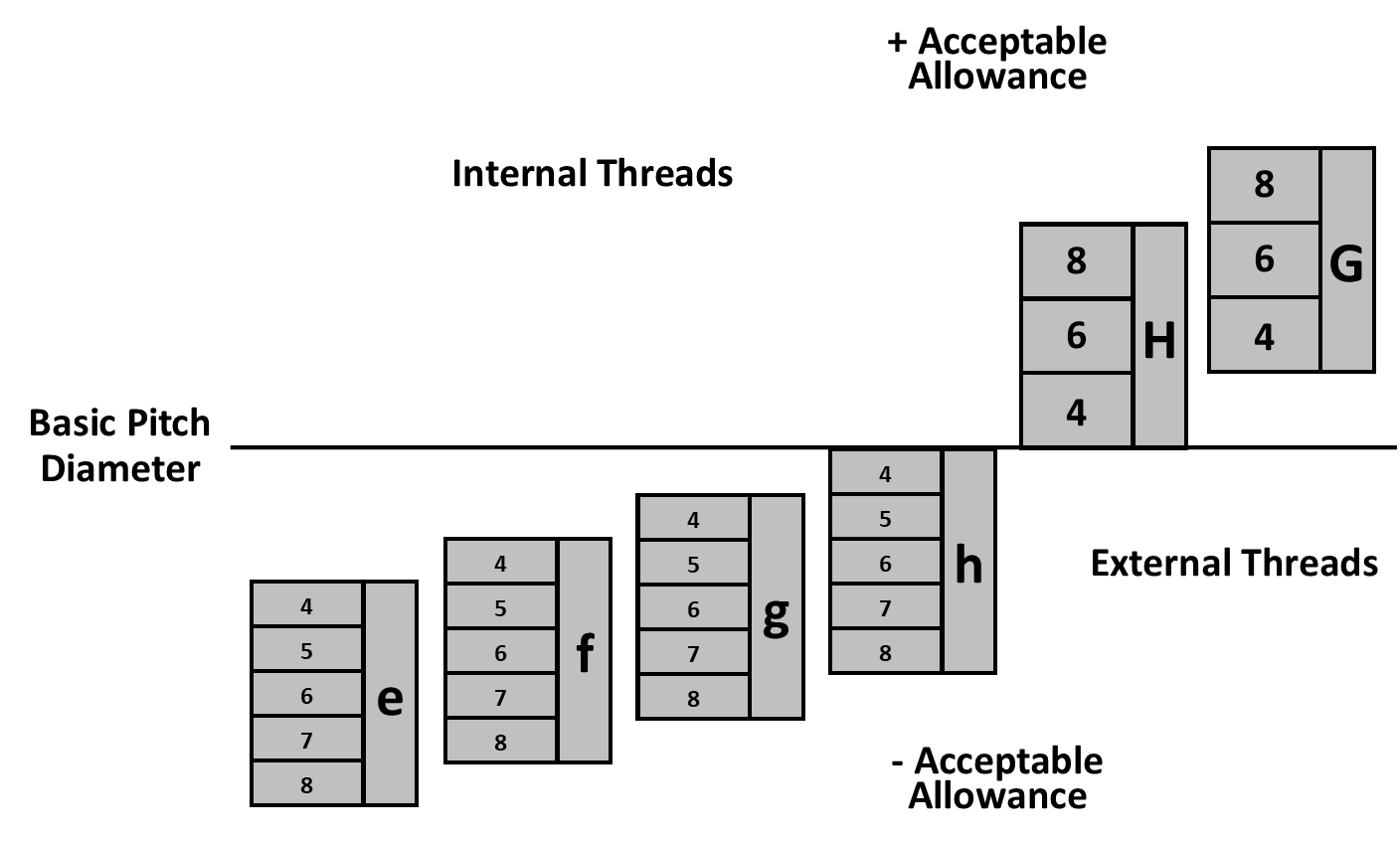
A visual representation of this concept is shown here:
Allowance Adjustment
Perhaps the biggest deviation from the Imperial system designation is with the additional identifier for the allowance adjustment in a metric thread specification. These designations further tweak how the "fit" of a thread system is supposed to be.
There are four primary allowances:
- E - Very loose applications for external threads.
- F - Loose applications for external threads.
- G - For common use internal threads and loose application external threads.
- H - For common use external threads and accurate application internal threads.
Think of each of these allowance categories as "buckets". Within each of these buckets there are several allowable classes, identified above (4-8). Therefore, when combined, these two designations allow for very granular specification.
Internal vs. External
This designation is not done defining the thread, though. The final point it makes is whether the thread is an internal or external thread. This is simply done through capitalization.
- Uppercase - Internal Thread
- Lowercase - External Thread
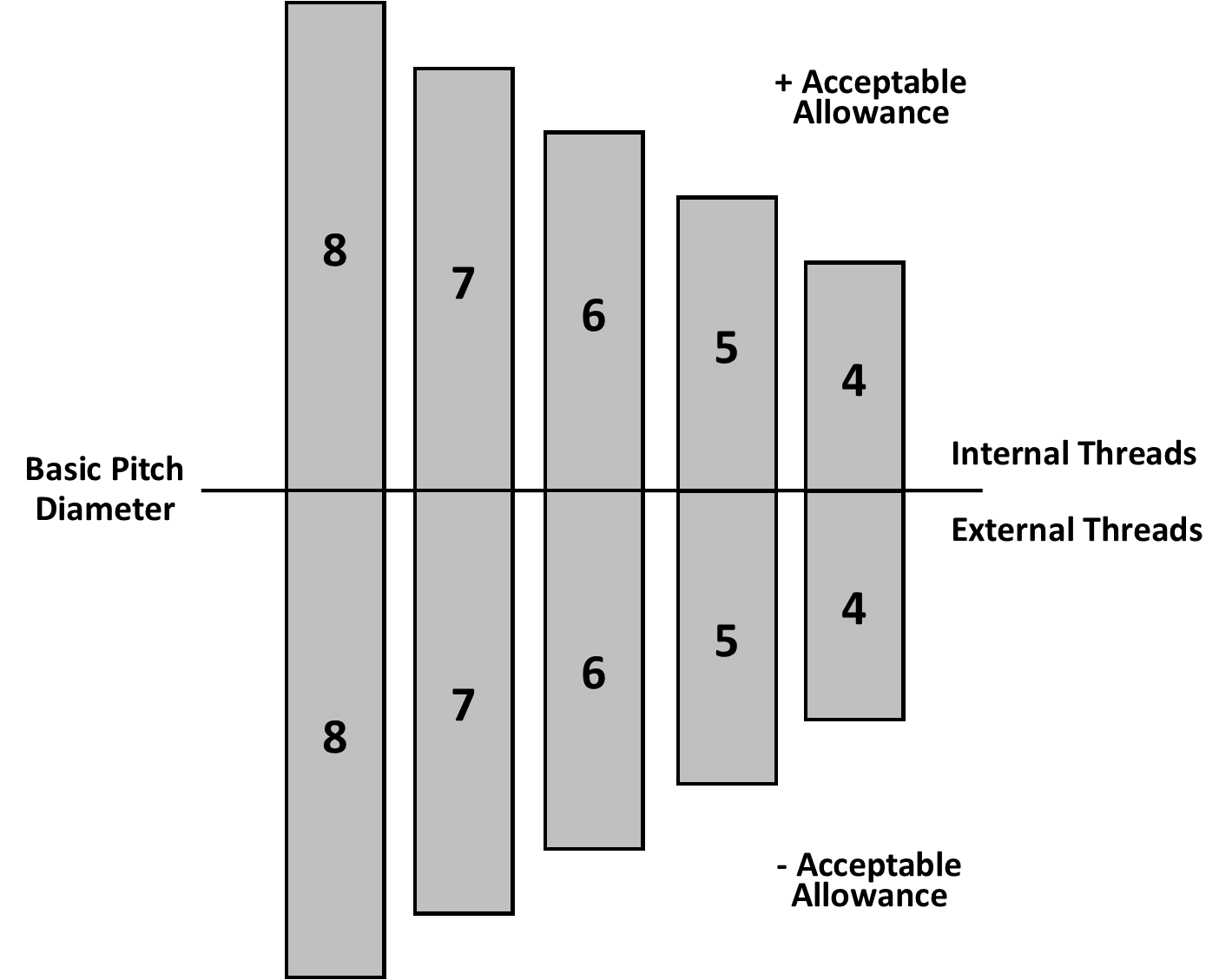
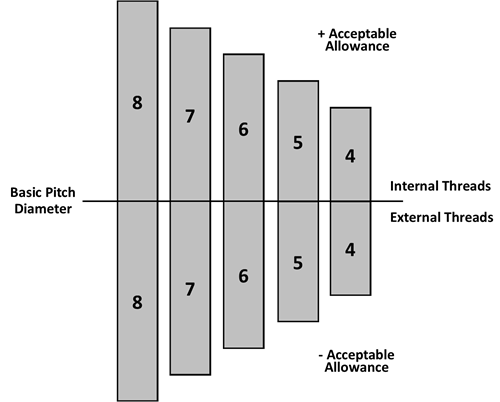
When you put this all together, the tolerance chart for metric gages looks something like this:
Modification
Similar to the UTS designation, the metric thread designation system allows for additional modification of the standard specification.
The most common way this occurs isby adding a second class to the class of fit designation. When this is done, the first class of fit is being used to describe the tolerance applied to the pitch diameter of the thread and the second is being used to describe the tolerance for either the major (external threads) or minor (internal threads) diameter of the thread.
Using our example from above, another possible example would look something like this:
M8 X 1.25 - 6H4H
In this instance, the designation is being made of the following:
- 6H - Tolerance of 6H for the Pitch Diameter
- 4H - Tolerance of 4H for the Minor Diameter
As you can see, this adds an immense level of customization to any thread designation.
In Part V of our Thread Inspection 101 series, we will explore the complicated world of the theory behind thread inspection.
Interested in having your thread gages calibrated? Check out our Thread Ring Calibration Services or our Thread Plug Calibration Services today!
Interested in purchasing a thread gage? Please submit a request today.
comments powered by Disqus